随着健康意识的提升,益生菌固体饮料凭借其调节肠道菌群、增强免疫力的功效,正成为大健康市场的热门品类。对于品牌商而言,选择专业的OEM(贴牌生产)代加工服务,是快速、高效推出高品质益生菌产品的关键路径。本文将围绕1-10g袋装益生菌粉的OEM代加工,为您提供全面的技术咨询与行业解析。
一、核心优势:为何选择袋装益生菌粉OEM代加工?
- 灵活定制,满足多元需求:代加工服务支持1克、2克、3克、5克、10克等多种规格的袋装定制,无论是独立小包装方便携带,还是组合套装满足疗程需求,都能灵活实现。品牌方可依据目标人群(如儿童、成人、中老年)和消费场景,定制产品规格、配方及包装设计。
- 专业研发,保障产品力:优秀的OEM工厂拥有专业的研发团队和先进的生产设备。他们能提供从菌株筛选、配方研发(如复合益生菌、益生元搭配)、口感风味调试(如水果味、酸奶味)到稳定性测试的全套技术支持,确保产品活菌数达标、功效明确、口感优良。
- 合规生产,品质可控:正规代工厂具备SC(食品生产许可证)、GMP等资质,生产环境符合国家标准。从原料采购、菌粉混合、充氮包装到成品检验,全程标准化操作,有效保障产品卫生安全、活菌存活率及保质期,让品牌方无后顾之忧。
- 成本与效率优化:自建生产线投入巨大且周期长。OEM模式使品牌方能够轻资产运营,依托工厂的规模化采购与生产优势,有效控制成本,并大幅缩短产品从研发到上市的时间,快速响应市场变化。
二、关键技术环节咨询要点
- 菌株选择与复配:核心在于菌株的功效性与相容性。常见的如乳双歧杆菌、嗜酸乳杆菌、鼠李糖乳杆菌等,需根据产品定位(如调节肠道、缓解过敏、女性健康)科学复配。咨询时应关注工厂的菌株库资源、菌株来源(是否拥有专利菌株或进口菌株)及复配技术。
- 生产工艺与稳定性:益生菌对温度、湿度、氧气极为敏感。关键工艺包括低温混合、三层复合膜(铝箔)袋装、充氮包装等,以最大限度保持活菌活性。咨询时需了解工厂的混合均匀度控制、包装密封性及残留氧含量控制水平。
- 配方与辅料应用:除了益生菌,配方中常添加益生元(如低聚果糖、菊粉)作为“食物”,协同增效。还需考虑甜味剂、风味剂、抗结剂等的选择,确保产品口感佳、冲调性好且符合清洁标签趋势。
- 检测与质控体系:工厂是否具备完善的检测实验室?能否对原料和成品的活菌数、水分、重金属、微生物指标等进行严格监控?是否提供每批产品的第三方权威检测报告?这些是保障产品合规与信誉的基石。
- 包装设计与打样:袋装形式除常规背封袋外,还有直立袋、吸嘴袋等多种选择。工厂是否能提供包装设计支持及打样服务?包装材料的阻隔性、美观度及实用性需综合考虑。
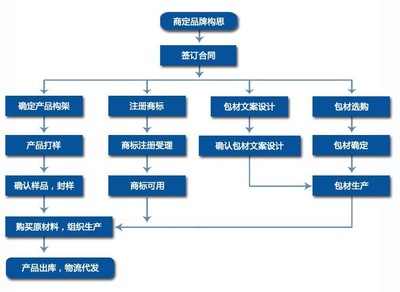
三、合作流程概览
- 需求沟通:明确产品定位、规格、预期功效、预算及市场规模。
- 方案与报价:工厂根据需求提供配方方案、工艺路线、包装建议及详细报价。
- 样品研发与确认:工厂打样,品牌方测试口感、冲调性并确认效果。
- 签订合同:明确双方权责、技术标准、交货期、付款方式等条款。
- 批量生产与质检:工厂安排原料采购、生产、全程质检。
- 出货与交付:成品检验合格后,按约定方式交付。
选择一家技术实力雄厚、经验丰富、合规可靠的OEM代加工工厂,是益生菌固体饮料产品成功的起点。在洽谈时,务必深入考察工厂的研发能力、生产硬件、质控体系和成功案例。通过紧密的技术合作,品牌方能够将资源聚焦于市场与品牌建设,共同为消费者带来安全、有效、优质的益生菌健康产品,在激烈的市场竞争中赢得先机。
(注:文中配图通常可展示现代化生产车间、先进设备、多样化的袋装成品样例、严谨的实验室检测场景等,以增强信任感与直观理解。)